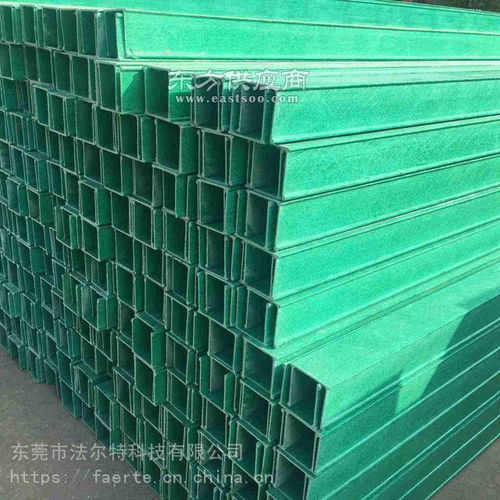
電纜橋架作為支撐、保護和敷設電纜的關鍵結構件,在現代建筑、工業廠房及各類工程中應用廣泛。其規格多樣,以滿足不同場景的荷載與布線需求。用戶提到的“10050”、“100100”、“150*100”(單位通常為毫米)是三種常見的電纜橋架截面規格,分別代表了橋架的寬度和高度。下面將圍繞這三種規格,簡要介紹電纜橋架的制造要點。
一、 常見規格解讀
- 100*50橋架:寬度100毫米,高度50毫米。這是一種相對較小截面的橋架,通常用于電纜數量不多、荷載較輕的場合,如小型機房、辦公室弱電布線等。其結構輕巧,安裝方便。
- 100*100橋架:寬度100毫米,高度100毫米。與前者相比,高度增加了一倍,這意味著其內部空間更大,可容納更多或更粗的電纜,承載能力也相應增強,適用于中等規模的電纜敷設。
- 150*100橋架:寬度150毫米,高度100毫米。這是一種寬度更大的規格,提供了更為寬敞的敷設空間,常用于主干線路或電纜密集的區域,如大型廠房、變電站等,其承載能力和散熱性能通常更優。
二、 核心制造工藝流程
電纜橋架的制造是一個系統化的過程,主要包含以下幾個關鍵環節:
- 選材與下料:制造通常采用優質冷軋鋼板、鍍鋅鋼板、鋁合金或不銹鋼等材料。首先根據“寬度*高度”的規格尺寸,結合長度要求,通過剪板機或激光切割機進行精確下料。
- 成型加工:這是形成橋架截面形狀的關鍵步驟。通過專用的橋架成型機(輥壓成型生產線),將平整的板材連續輥壓,逐步彎折形成標準的槽狀結構(對于槽式橋架)或梯邊與橫檔(對于梯式橋架)。對于“100*50”等不同規格,需要調整成型機的模具和輥輪設置。
- 沖孔與焊接(如需要):對于梯式橋架,需要在側邊(梯邊)上沖壓出用于安裝橫檔的孔洞。橫檔則通過沖壓或折彎成型,然后通過焊接(如點焊)或卡接的方式與梯邊固定,形成承重結構。槽式橋架一般無需此步驟。
- 表面處理:為了防腐和延長使用壽命,成型后的橋架必須進行表面處理。最常見的是電鍍鋅或熱浸鍍鋅,形成均勻的鋅層。也有噴涂防火涂料、靜電噴塑(用于彩色或特殊環境)等處理方式。
- 質量檢驗與包裝:對成品橋架的尺寸精度、規格(如100*100)、表面鍍層厚度、承載能力(通常需要進行載荷試驗)等進行嚴格檢驗。合格產品按規格和長度進行捆扎包裝,以備出廠。
三、 制造中的關鍵控制點
- 尺寸精度:寬度、高度、長度及板材厚度必須符合國家標準(如GB/T 11253)或行業規范,確保安裝時的互換性與貼合度。
- 結構強度:材料的力學性能、成型后的邊高(如50mm或100mm)及橫檔間距(針對梯式)直接影響橋架的承載能力。制造中需確保無過度變形或裂紋。
- 防腐性能:表面處理工藝(如鍍鋅量)必須達標,這是決定橋架在潮濕、酸堿等環境中使用壽命的核心因素。
- 安全性:所有邊緣應平滑無毛刺,防止在安裝和敷設電纜時劃傷人員或電纜外皮。
###
“10050”、“100100”、“150*100”等規格的電纜橋架,其制造過程融合了材料學、機械加工與表面處理技術。規范的制造工藝是確保橋架產品安全可靠、經久耐用的基礎。用戶在選購時,除關注規格尺寸外,也應了解其材質、厚度(如1.0mm、1.5mm、2.0mm等)、表面處理方式及制造商的資質,以便根據實際工程需求做出最佳選擇。